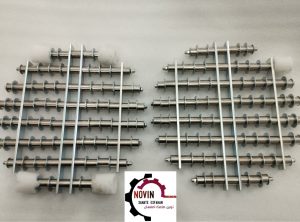
آهنربا شبکه ای از مجموعه ای از آهنربا واشری دائمی فوق قوی و استیل گرید 304 که از نوع فولاد زنگ نزن می باشد تشکیل شده است که با میدان مغناطیسی فوق قوی که ایجاد می کند توانایی جذب فوق العاده بالایی دارد.
این نوع آهنربا در صنایع مختلف از جمله برای جداسازی فلزات مانند: خرده های آهن ، پیج و مهره ، براده های اهن ،میخ و غیره.. از مواد های صنعتی مختلف دستگاه تزریق و دستگاه آسیاب و همچنین در مواد غذایی مانند : آرد ، نیشکر ، قهوه ،چایی و غیره کاربرد دارد .
این نوع آهنربا قابلیت تغییر در سایز ، نوع شبکه بندی ، سایز شبکه ها ، قدرت گیرایی را دارد .در شکل های مختلف از جمله : مربع ، مستطیل ، دایره ، مثلث موجود می باشد .
انواع آهنربا شبکه تمام استیل
1- آهنربا شبکه ساده :
از پر فروش ترین نوع آهنربا که در ساختار آن فقط آهنربا واشری دائمی فوق قوی و استیل گرید 304 به کار رفته است که باتوجه به مواد دستگاه فاصله بین شبکه ها متغیر است .
در ساختار این نوع آهنربا ،آهنربا واشری دائمی و آهنربا نئودیوم (Nd)گرید N42 که از قویترین نوع آهنربای موجود است و استیل گرید304 به کار رفته است
این نوع اهنربا به علت به کار رفتن نئودیوم قدرت جذب آن 2 برابر میشود و کیفیت این نوع اهنربا بسیار بالا است .
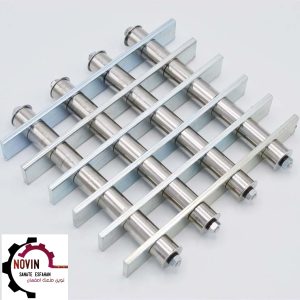
3-آهنربا شبکه و میله ای نئودیوم :
در ساختار این نوع اهنربا فقط آهنربای نئودیوم گرید N42 و استیل گرید 304به کار رفته این نوع اهنربا قوی ترین نوع آهنربای موجود هست.
4- آهنربای میله ای نئودیوم خشابدار :
این نوع اهنربا برای موادی که خرده هان ، پیج و مهره و براده های اهن زیادی دارد کاربرد دارد که برای جداسازی اهن آلات با در آوردن خشاب بدنه استیل باقی مانده و خاصیت آهنربایی از بین رفته و خرده های اهن به راحتی جدا میشود.
5-آهنربا خشتی:
این نوع از آهنربا در سایز های مختلف در صنعت به خصوص در دستگاه آسیاب مواد پلاستیک برای جدا سازی خرده های آهن از مواد با ابعاد درشت تر مورد استفاده قرار میگیرد.
تزریق پلاستیک چیست؟ قالب گیری تزریقی یک فرآیند پیچیده است. با استفاده از یک ماشین هیدرولیک یا الکتریکی، فرآیند ذوب، تزریق پلاستیک به شکل یک قالب فلزی که در دستگاه نصب شده است تبدیل می شود. قالب گیری تزریق پلاستیک پرکاربردترین فرآیند تولید قطعات میباشد.
به دلایل مختلفی از جمله:
انعطاف پذیری: سازندگان می توانند طرح قالب و نوع ترموپلاستیک مورد استفاده برای هر جزء را انتخاب کنند. این بدان معناست که فرآیند قالبگیری تزریقی میتواند اجزای مختلفی را تولید کند، از جمله قطعاتی که پیچیده و با جزئیات زیاد هستند.
کارایی: هنگامی که فرآیند راه اندازی و آزمایش شد، ماشین های قالب گیری تزریقی می توانند هزاران مورد در ساعت تولید کنند. استفاده از ماشینهای تزریق الکتریکی نیز این فرآیند را نسبتاً کارآمد میکند.
سازگاری: اگر پارامترهای فرآیند به شدت کنترل شوند، فرآیند قالب گیری تزریقی می تواند هزاران جزء را به سرعت با کیفیت ثابت تولید کند.
مقرون به صرفه بودن: زمانی که قالب (که گرانترین عنصر است) ساخته شد، هزینه تولید هر جزء نسبتاً پایین است، به خصوص اگر در تعداد زیاد ساخته شود.
کیفیت: چه تولید کنندگان به دنبال اجزای قوی، کششی یا با جزئیات زیاد باشند، فرآیند قالب گیری تزریقی قادر است آنها را با کیفیت بالا به طور مکرر تولید کند. این مقرون به صرفه بودن، کارایی و کیفیت قطعات تنها برخی از دلایلی است که بسیاری از صنایع استفاده از قطعات قالبگیری تزریقی را برای محصولات خود انتخاب میکنند.
مرحله1: قالب
قبل از شروع فرآیند، مهم است که موادپلاستیکی و قالب های مناسب انتخاب شوند، زیرا این عناصر ضروری هستند که اجزای نهایی را ایجاد میکنند. در واقع، برای انتخاب درست، تولیدکنندگان باید نحوه تعامل ترموپلاستیک و قالب را در نظر بگیرند، زیرا انواع خاصی از پلاستیک ممکن است برای طرحهای قالب خاص مناسب نباشند. هر ابزار قالب از دو بخش تشکیل شده است: حفره و هسته. حفره یک قسمت ثابت است که پلاستیک به آن تزریق می شود و هسته یک قسمت متحرک است که در حفره قرار می گیرد تا به شکل نهایی قطعه کمک کند. بسته به نیاز، ابزارهای قالب را می توان برای تولید اجزای متعدد یا پیچیده طراحی کرد. فشارها و دماهای زیاد مکرر که ابزارهای قالب در آن قرار می گیرند به این معنی است که آنها معمولاً از فولاد یا آلومینیوم ساخته می شوند. با توجه به سطح بالای طراحی و کیفیت مواد درگیر، طراحی قالب طولانی و پرهزینه است. از این رو، قبل از ایجاد یک قالب نهایی، توصیه میشود که ابزارها با استفاده از طراحی به کمک رایانه (CAD) و فناوری چاپ سه بعدی ساخته، نمونهسازی و آزمایش شوند. سپس می تواند در دستگاه با ترموپلاستیک انتخابی آزمایش شود. آزمایش ابزار با ترموپلاستیک مناسب برای اطمینان از اینکه جزء نهایی خواص مناسبی دارد، کلیدی است. هر ترموپلاستیک به دلیل ساختار مولکولی خود ویژگی ها و مقاومت در برابر دما و فشار متفاوتی را ارائه می دهد. پلاستیکهایی که ساختار مولکولی مرتبتری دارند، نیمه بلوری و پلاستیکهایی که ساختار شلتر دارند، پلاستیکهای آمورف نامیده میشوند. خواص هر پلاستیک باعث می شود که آنها برای استفاده در قالب ها و اجزای خاصی مناسب باشند. رایج ترین ترموپلاستیک های مورد استفاده در قالب گیری تزریقی و ویژگی های آنها عبارتند از:
اکریلونیتریل-بوتادین-استایرن (ABS)
با روکش صاف، سفت و سخت، ABS برای قطعاتی که به استحکام کششی و پایداری نیاز دارند عالی است.
نایلون ها (PA)
در طیف وسیعی موجود است، نایلون های مختلف خواص مختلفی دارند. به طور معمول، نایلون ها مقاومت خوبی در برابر حرارت و شیمیایی دارند و می توانند رطوبت را جذب کنند.
پلی کربنات (PC)
یک پلاستیک با کارایی بالا، PC سبک وزن است، دارای مقاومت ضربه ای و پایداری بالا، در کنار برخی خواص الکتریکی خوب است.
پلی پروپیلن (PP)
با مقاومت خوب در برابر خستگی و حرارت، PP نیمه سفت، نیمه شفاف و سخت است.
انتخاب نهایی ترموپلاستیک به ویژگی هایی که سازندگان از جزء نهایی خود و طراحی ابزار قالب نیاز دارند بستگی دارد.
مرحله 2: تغذیه و ذوب ترموپلاستیک ماشین های قالب گیری تزریقی می توانند با هیدرولیک یا برق تغذیه شوند. این ماشین ها از یک فیدر یا “قیف گازگیر تزریق پلاستیک” در بالای دستگاه تشکیل شده اند. که اغلب توسط موادکش مواد پلاستیک پر می شود.
یک سیلندر گرم شده استوانه ای بلند که یک مارپیچ تزریق بزرگ در آن قرار دارد. دروازه ای که در انتهای سیلندر قرار دارد. و قالب انتخابی که دروازه به آن متصل است. برای شروع فرآیند، گلوله های خام پلاستیک انتخاب شده به قیف در بالای دستگاه وارد می شود. با چرخش مارپیچ، این گلوله ها به تدریج وارد سیلندر دستگاه می شوند. چرخاندن مارپیچ و حرارت از سیلندر به تدریج پلاستیک را گرم کرده و ذوب می کند. حفظ دمای مناسب در این بخش از فرآیند برای اطمینان از تزریق موثر پلاستیک و تشکیل دقیق قسمت نهایی کلیدی است.
مرحله 3: تزریق پلاستیک به قالب هنگامی که پلاستیک مذاب به انتهای سیلندر رسید، دروازه (که تزریق پلاستیک را کنترل می کند) بسته می شود و مارپیچ به عقب حرکت می کند. این مقدار پلاستیک را از بین می برد و فشار را در مارپیچ آماده برای تزریق میکند. در عین حال، دو قسمت ابزار قالب به هم نزدیک می شوند و تحت فشار بالا نگه داشته می شوند که به فشار گیره معروف است. فشار تزریق و فشار گیره باید متعادل باشند تا اطمینان حاصل شود که قطعه به درستی شکل میگیرد و در حین تزریق هیچ پلاستیکی از ابزار خارج نمیشود. پس از رسیدن به فشار مناسب در قالب و مارپیچ، دروازه باز می شود، مارپیچ به سمت جلو حرکت می کند و پلاستیک مذاب به داخل قالب تزریق می شود.
مرحله 4: زمان نگهداری و خنک شدن هنگامی که بیشتر پلاستیک به داخل قالب تزریق می شود، برای مدت معینی تحت فشار نگه داشته می شود. این به عنوان “زمان نگهداری” شناخته می شود و بسته به نوع ترموپلاستیک و پیچیدگی قطعه می تواند از میلی ثانیه تا دقیقه متغیر باشد. این زمان نگهداری کلیدی است برای اطمینان از اینکه پلاستیک در قالب سفت شود و به درستی شکل بگیر. پس از مرحله نگهداشتن، مارپیچ به عقب کشیده میشود و فشار را آزاد میکند و اجازه میدهد قطعه در قالب خنک شود. این زمان به عنوان «زمان خنکسازی» شناخته میشود، همچنین میتواند از چند ثانیه تا چند دقیقه متغیر باشد و اطمینان حاصل کند که قطعه قبل از بیرون ریختن و تکمیل در خط تولید به درستی تنظیم میشود.
مرحله 5: فرآیندهای تخلیه و تکمیل پس از سپری شدن زمان نگهداری و سرد شدن و تشکیل بیشتر قطعه، پین ها یا صفحات قطعات را از قالب خارج می کنند. اینها به یک محفظه یا روی یک تسمه نقاله در پایین دستگاه می ریزند. در برخی موارد، فرآیندهای تکمیلی مانند پرداخت، رنگ کردن یا حذف پلاستیک اضافی (معروف به خار) ممکن است مورد نیاز باشد که می تواند توسط سایر ماشین آلات یا اپراتورها تکمیل شود. پس از تکمیل این فرآیندها، قطعات آماده بسته بندی و توزیع برای تولیدکنندگان خواهند بود.
مکنده مواد تزریق:
این نوع از سیستم انتقال به وسیله ایجاد نیروی وکیوم (مشابه با جارو برقی) مواد پلاستیکی را از نقطه ای به نقطه ای دیگر منتقل میکند.
این نوع از دستگاه ها به دو دسته کلی : مکنده مواد پلاستیک سه فاز و مکنده مواد پلاستیک هوای تقسیم میشوند،در مورد اول مخزن وکیوم از موتور جدا بوده ،در این مدل میتوان مواد نو وآسیابی را در مسافت های طولانی و با حجم بالا منتقل کنید.
در مدل دوم مخزن وکیوم به همراه موتور و تابلو برق به شکل یک مجموعه کوچک درآمده ،به وسیله این نوع از مکنده مواد تزریق میتوان تا ۱۰۰ کیلو گرم در ساعت مواد نوع و آسیابی را منتقل کنید .
گاها از این نوع از مکنده مواد در برخی از صنایع بسته بندی نظیر بسته بندی کنجد و حبوبات و… نیز استفاده میشود.
مزیت استفاده از این دستگاه های مکنده پلاستیک تمام اتوماتیک بودن آنها است که سبب میشود تا بدون دخالت هیچ گونه نیروی انسانی همیشه قیف خوراک شما پر باشد .